

Considerable buzz has been around for some time as to Tier 4 requirements for diesel engines. Let’s start with the question: What is Tier 4? We will then discuss the potential impact of the Tier 4 directive.
REDUCING EMISSIONS
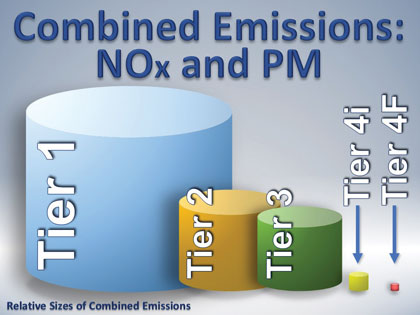
Tier 4 is an EPA-mandated reduction in harmful exhaust gases for diesel equipment. Tier 4 standards will necessitate major reductions in emissions of particulate matter (PM) and nitrogen oxides (NOx). Simply put, PM is that black smoke seen in diesel engine exhaust, while NOx is a term for mono-nitrogen oxides NO and NO2 (nitric oxide and nitrogen dioxide). The Tier 4 mandate is made up of two significant phases or stages for different engine horsepower ratings.
- Phase One is a substantial reduction of PM and NOx content.
- Phase Two is a prominent decrease of NOx only emissions.
Tier 4 Final (Tier4f) regulations, which will further reduce NOx, are scheduled to be implemented beginning in 2014 and 2015, depending on horsepower categories.
WHY THE MANDATE?
So, what is driving this mandate? The EPA estimates that by 2030, controlling emissions would annually prevent 12,000 premature deaths, 8,900 hospitalizations, and one million work days lost.
On top of that, a Harvard study (Harvard School of Health) found that air pollution from diesel emissions increased the risk of autism in newborns. It showed women exposed to heavy diesel pollution were twice as likely to have a child born with autism than those in areas with low pollution. The study of 116,430 nurses conducted over 20-plus years linked autism to diesel emission pollutants. The problem is that the cases of autism have tripled since 2000 from 1 in 150 children to 1 in 50 by 2013.
IMPACT TO BUSINESS
So, how will Tier 4 affect your overall ownership and operating costs and therefore, your rates? Your ownership costs could increase if manufacturers attempt to recover some of their Tier 4 development and production costs. Most likely, they will have no choice.
Your operating costs might also increase due to Tier 4 engines’ requirement for ultra-low sulfur diesel, servicing, and after-treatment chemicals. However, some of these increased expenses will be offset by Tier 4’s improved fuel efficiency, which is about 5 to 8 percent greater than the older Tier 3 models.
By law, the larger cooling package (30 to 40 percent larger than Tier 3) is required. Machines will be larger to provide the added space needed for the after-treatment module and larger cooling packages.
Your existing fleet will be “grandfathered” in, so unless you are in California, you do not have to migrate away from current Tier 1-3 machinery. However, effective January 2013 in California, you can no longer replace equipment with Tier 1 engines.
INCREASED COST
The use of exhaust treatments and fluids has been incorporated into engine designs, increasing the cost of the machinery. Preliminary estimates show a 5 to 10 percent increase over non-Tier 4 equipment. Also, the additional costs of after-treatment module, including cleaning and maintenance, will factor into the increase.
Part of the additional costs will be the air filter element held captive by the engine manufacturer—requiring dealers to do replacements. For example, by law, Diesel Particulate Filters (DPF) must be cleaned by the engine dealer—not in your shop. This will be every 3,000 hours for engines 175 hp and below. It will be every 4,500 hours for engines over 175 hp. The crankcase ventilation filter must be changed every 1,500 hours (about once a year). Tier 4 Final (Tier 4f) will introduce another consumable: Diesel Emission Fluid (DEF) or urea, that must be kept filled.
Ultra-low sulfur diesel must be used with Tier 4 engines; failure to do so will lead to expensive repair of the Diesel Particulate Filter (DPF) and void any warranty. Residual or resale value will decrease due to the limited availability of ultra-low sulfur fuel outside Japan, North America, and Europe, making Tier 4 engines resale only in limited countries.
You could experience decreased profit margins and potential job loss from increased costs of operating Tier 4 equipment and reduced markets to sell Tier 4 machinery.
OFFSETTING COST
One of the key ways to offset this increased cost is to cut idling. Running an engine at low speed (idling) causes twice the wear on internal parts compared to driving at regular speeds. An idling engine is not operating at its peak temperature, which means that fuel does not undergo complete combustion. This leaves a fuel deposit that can condense on cylinder walls. This can contaminate the oil and damage parts of the engine.
Idling equipment consumes, on average, 40 to 50 percent of equipment run hours and 20 to 30 percent of your fuel cost. By reducing idling, you will increase your equipment life and save on fuel and preventive maintenance cost. It also reduces pollutants from emissions.
Several ways to reduce idling include: installing GPS monitors, educating employees (a campaign of communication about the reasons and requirements), auditing equipment in the field, and using auto-idle shutdowns on vehicles and equipment. In fact, the newer Cat Tier 4f (final) equipment is coming out with automatic shutdown, if idling is more than 5 minutes.
Also, reduce your costs by improving your fleet practices through improving preventive maintenance, increasing operator care, using a robust computerized maintenance management system (CMMS), and improving inventory control processes. Consider using a third-party assessment to analyze your fleet or stationary equipment practices to identify opportunities for improvement and cost savings. Most maintenance operations have an inherent 30 to 35 percent waste—all potential for improvement and direct bottom-line contribution. ■
About The Author:
Preston Ingalls is president and CEO of TBR Strategies, LLC, a Raleigh, North Carolina-based maintenance and reliability firm specializing in the construction and oil and gas industries. Preston can be reached at pingalls@tbr-strategies.com, or visit www.tbr-strategies.com.
_________________________________________________________________________
Modern Contractor Solutions, August 2013
Did you enjoy this article?
Subscribe to the FREE Digital Edition of Modern Contractor Solutions magazine.
